Набойка в России. История и способ работы
Содержание
Ручная набойка: способы работы
Мы уже знаем, что набойкой или набивным делом называется искусство переносить узоры красками на поверхность ткани, в кратких словах познакомились с эволюцией этого дела в других странах и заглянули в допетровскую Русь, с ее мастерами-пестрядильниками, их учениками и некоторыми особенностями их быта. Теперь придется несколько подробнее остановиться на тех приемах работы, которые употребляются при перенесении рисунка на ткань.
Первоначально, как уже было выше сказано, узоры на ткани рисовались кистью от руки художниками, но подобная работа, требовавшая опытных работников и отнимавшая много времени, была заменена трафаретом. Применение трафарета, ускорившее производство, имело и большие недостатки. При работе с ним ткань тянулась и искажала формы рисунка. Неудобство это натолкнуло на изобретение деревянных форм, при употреблении которых рисунок получался на ткани без изменений и затеков. Деревянные формы устранили собою все неудобства трафаретов и положили основание ручной набойке, которая только в XIX столетии была заменена машинным производством, сохранив, впрочем, себе место в тех случаях, где машинное производство является неприменимым, а также в кустарной промышленности и среди одиночек-крестьян, работающих на этом поприще.
Как получить деревянную форму? Для этого с рисунка, предназначенного к исполнению, прежде всего «снимается калька», т.е. абрис его переводится на промасленную бумагу, причем контур каждой краски делается отдельно. Сняв кальки, приступают к переводу с них рисунка на дерево, из которого будет вырезаться форма. Для формы берут сорта деревьев, обладающие плотностью и твердостью, таковы: груша, самшит, орех, белый клен, бук, пальма и др. Дерево предварительно высушивается и клеится в несколько
слоев, перпендикулярных один другому. По большей части клеят в три слоя, причем в середину помещают дерево более дешевое, как сосна, ель, береза, липа. Склеенный таким образом щит не ведет, и он не дает трещин при высыхании.
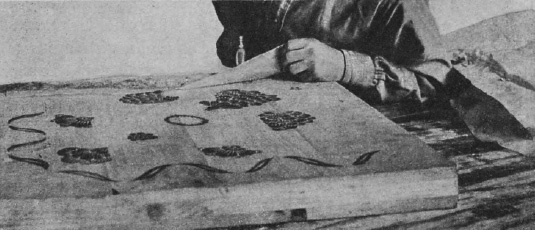
Перевод рисунка делается следующим образом. Прибив его гвоздиками по углам, легким молоточком перестукивают с кальки карандаш на слегка увлажненное дерево. Перестукивая, приподнимают время от времени кальку, следя за переводимым узором, иначе при переводе могут получиться пропуски. Переведенный рисунок выкрывается какой-нибудь корпусной краской, чтобы режущий форму не сбился в целом ряде переведенных линий.
Небольшими инструментами, носящими название «вставочек», которые приготовляются из полотна большой пилы (в продаже готовых их нет), начинают надсекать рисунок. «Вставочка» держится вертикально левой рукой, и молоточком, который держат горизонтально, ударяют по верхней части ее, углубляя в толщу дерева. Вставочка выбивается назад ударами молотка под зарубку, находящуюся в ее верхней части.
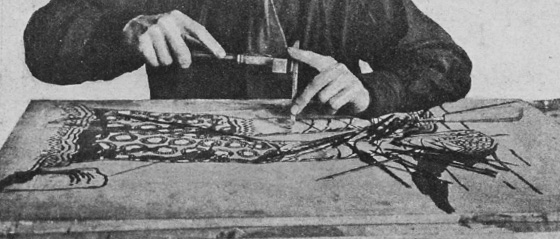
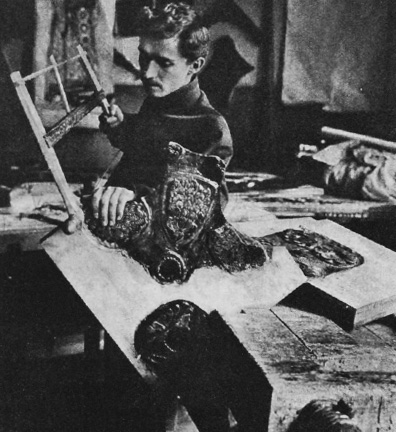
Передвигая постепенно вставочку и меняя ее, в зависимости от характера узора, на другие, одинаковые по внешнему виду, но разные по ширине и величине, с вогнутым или прямым лезвием, резчик обходит все границы переведенного рисунка. Когда все пробито, надо выбрать фон из доски, оставив неприкосновенной плоскость узора. Для этого начинают подкалывать дерево небольшими стамесками, снимая слои его до нужной глубины. Образовавшиеся неровности заглаживают особыми инструментами, носящими название «подкопов».

«Подкопы» состоят из небольших лопаточек на согнутой коленом ручке, которая позволяет чистить фон, не заминая краев узора. В широких пространствах фона делают большие углубления, чем в малых, так как, при печатании, воздухом может втянуть ткань и испачкать ее краской, набранной на форму. Выбранный и зачищенный фон и всю форму пропитывают лаком, который приготовляют, растворяя шеллак в древесном спирте. Первые разы пропитывают слабым раствором шеллака, стараясь, чтобы он прошел возможно глубже в поры дерева и этим предохранил форму от действия влаги при работе красками. После нескольких раз прокрывания шеллаком форма приобретает желтовато-коричневую блестящую поверхность. Тогда берут стеклянную бумагу, обертывают ею небольшую ровную дощечку и счищают ею лак с выпуклых мест формы. Благодаря этому, к очищенным от лака местам пристает краска, а края формы и фон, покрытые лаком, остаются защищенными.
Приготовленная форма опиливается кругом под углом в 45°-60°, и с обратной стороны в ней вырубаются два углубления для пальцев печатника (набойщика), или же прибивается полоса кожи, под которую набойщик пропускает руку, чтобы держать форму при работе. Бока формы и затылок окрашиваются масляной краской, в предупреждение расклеивания дерева, и, наконец, форма для одной краски, «цветка», или «манера», как ее зовут на фабриках, готова. Для каждой краски требуется отдельная форма, причем, чтобы узор выходил правильно, а края одного тона не захватывались другим, на углах формы делают выступающие над поверхностью рисунка небольшие иголки. По этим иголкам при набивании отдельные части форм попадают на те места, которые им предназначены. Чтобы каждая краска попала на свое место, иголки на формах делаются с таким расчетом, при котором набойщик мог бы ставить каждую форму со следующей набиваемой краской иголками в точки, оставленные предыдущей формой. Иногда обходятся при набивании и без иголок, руководствуясь выдающимися углами формы, выступающими частями узора и т. п.
Кроме форм, сделанных исключительно из одного дерева, употребляются еще и формы из металла. Случается, что и в деревянные формы вводятся металлические детали, когда очень тонкие части, с трудом вырезанные из дерева, вследствие своей непрочности, при работе скоро отскакивают. При введении металла в форму поступают так. Красную тонкую медь режут узкими полосками, шириною около сантиметра, щипцами выгибают ее по рисунку и, наметив очертания последнего на доске вставочкой, вставляют в образовавшиеся углубления медную полоску ребром, вбивая ее в доску молотком.
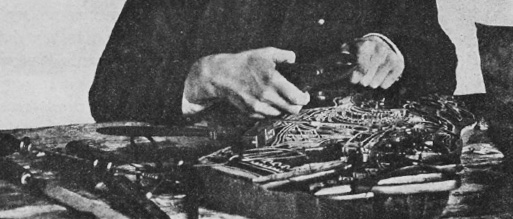
Для изображения точек употребляют проволоку различной толщины, разрезая ее на куски и заостряя с одной стороны. Тонкой дрелью просверливают дырочку, в которую и вбивается заготовленный кусок проволоки. Поверхность медного набора формы уравнивается с выступающими деревянными частями рисунка напилками и зачищается шкуркой.
При набивании узоров с крупными сплошными местами часто случается, что краска покрывает эти места неровно. Во избежание этого, вместо крупных деревянных поверхностей вбивают в доску медные пластинки, ограничивающие как бы контуром сплошные места; в пустоту, ограниченную этими медными пластинками, в прежнее время забивали поярок от старых шляп или войлок, отчего формы эти назывались войлочными. Теперь для этого употребляется специально приготовляемое толстое английское сукно, очень ровное и плотное. Дорогой сравнительно материал этот иногда заменяют особым составом на льняной олифе, которым заполняют до краев огражденную площадь, и когда он подсыхает, поверхность его засыпается мелкой суконной стрижкой или суконным пухом, вполне заменяющими суконную или войлочную форму. Этот состав приготовляется из 1 части льняной олифы, 1 части свинцовых белил, 0,16 частей глета и 0,06 частей терпентина. Иногда формы делались из одного металла. В них медные пластинки и штифты напаяны оловом на листе меди. Такая металлическая форма привинчивалась к доске. Чтобы выровнять, ее шлифовали на горизонтальной каменной плите, и сплошные места рисунка заполняли сукном, войлоком или составом, как сказано выше. Форма, изготовленная последним способом, представляла то удобство, что, за ненадобностью, ее отвинчивали от дерева, разогревали, чтобы отпаять припаянные пластинки и штифтики, и из полученного материала составляли новые узоры.
Другим способом приготовления металлических форм является отливка их из легкоплавких сплавов свинца, олова, сурьмы и висмута. Сплавы в количественном отношении делаются различно, в зависимости от назначения формы и от тех веществ, которые входят в состав красок. Если в краске содержатся вещества, разъедающие одну из составных частей сплава, то пропорции последнего изменяются. Наиболее пригодной пропорцией будет: 2 части свинца, 3 части олова и 1 часть висмута. Получаемый сплав тверд и ковок и плавится при 150°. Первоначально для отливки формы вырезали из дерева модель, с которой делали гипсовую форму, в ней уже и отливали клише. При этом способе изготовление модели стоило дорого, требовало хорошего мастера и занимало много времени. Стремясь к удешевлению производства, перешли к выжиганию в дереве формы для отливки. Для выжигания употребляется обыкновенно липа, как более мягкое дерево. Кусок ее, предназначенный для формы, отпиливается перпендикулярно оси дерева, высушивается до тех пор, пока дерево немного начнет краснеть. Во избежание изменения объема дерева при выжигании, в нем просверливают иногда дыры перпендикулярно оси формы и заливают их свинцом. Полученные таким образом шипы препятствуют дереву расширяться или сжиматься и искажать рисунок.
На приготовленный кусок дерева переводится узор, который в настоящее время выжигается на особой выжигальной машине с острыми стальными резцами, накаливающимися газом, причем различные приспособления регулируют глубину выжигаемого рисунка. При появлении этих машин
отливка форм значительно удешевилась и стала более совершенной, нежели ранее, когда их еще не было. Тогда переведенный на липу рисунок набирали металлическими пластинками и штифтиками, как и в наборных металлических формах, и затем ставили полученную форму металлом вниз на тонкий противень, который подогревали до тех пор, пока металлические части раскаливались и обугливали окружающее их слои дерева. Остудив все это, оставалось ударами молотка по обратной стороне формы выбить металл из дерева, и выжженная таким образом форма была готова для отливки. Применяют отливку в тех случаях, когда надо получить несколько раппортов одного и того же рисунка; тогда выжигают один раппорт, и отливают в полученной форме нужное количество одинаковых клише, которые зачищают, шлифуют и навинчивают на доску в определенных местах, указанных рисунком.
Самая отливка происходит так. Форма кладется на стол выжженным рисунком вверх, и чтобы удержать излишек сплава на поверхности формы, делают вокруг нее закрайку из картона. Вместо картона употребляют иногда кусочки дерева, которые, плотно прилегая к форме, образуют вместе с ней как бы ящик, в который и наливается сплав через помещенную сверху «льячку». Льячка представляет собою разъемную воронку, составленную из нескольких кусков дерева. Нижняя часть этой разъемной льячки снабжена бороздками, образующими решетку, в которую помещается при отливке избыток металла. Льячка при помощи винтов устанавливается несколько выше формы, чтобы металл, заполнив все углубления ее, образовал на поверхности еще тонкий слой. Сплав разогревается в печке или особом горне в железном котелке и зачерпывается железной ложкой. Температуру его пробуют, опуская листок обыкновенной писчей бумаги. Когда опущенный листок от тепла побуреет, сплав готов для отливки. Отлитая форма застывает в несколько минут. Тогда, разобрав льячку, вынимают отлитое клише, ударяя молотком по обратной стороне перевернутой формы. Затем отпиливают от него все лишние части, зачищают получившиеся при отливке дефекты и отшлифовывают на каменной плите для получения ровной поверхности выступающего узора. Отделанные таким образом клише навинчиваются на доску и идут в работу. Не перечисляя других способов отливки, которые отличаются один от другого только деталями, надо заметить, что на этом, собственно, и остановилось дальнейшее усовершенствование приготовления форм для ручной набойки.

Ручной способ набойки заключается в том, что все выступающие части формы покрываются краской посредством нажимания на пропитанное ею сукно и затем краска переносится на ткань, подобно печатанию современным каучуковым штемпелем. Отпечатанная ткань развешивается так, чтобы набитые краской места не соприкасались и не пачкались друг о друга, и оставляется в таком виде для просушки.
Следовательно, для ручной набойки надо иметь: приспособление для покрывания формы краской, стол для набивания ткани и приспособление для просушки набитой ткани. Приспособление для покрывания формы краской состоит из небольшого ящика, называемого штрифовальным ящиком или «обрезом». Величина его зависит от величины самой большой «манеры» набиваемого рисунка. Ящик этот до половины наполняется каким-нибудь густым составом (клейстером, старой краской, густым раствором декстрина и т. п.). На поверхность этого состава кладется неглубокая рамка, обтянутая провощенным полотном, клеенкой или еще какой-нибудь водонепроницаемой тканью. На эту рамку кладется такая же другая. Рамки эти в настоящее время имеют французское название «шасси». В верхнем шасси расстилается кусок толстого сукна, на котором равномерно щеткой размазывается краска. Краска в поливной банке или глубокой плошке помещается рядом с обрезом на скамье или на приделанной к обрезу полке. Подобное устройство обреза самое простейшее. Более сложные приспособления способствовали ускорению работы.
Обыкновенно набивают вдвоем — мастер-набойщик и его подручный штрифовальщик, который растирает краску в обрезе. Желая заменить подручного, делали автоматические приспособления, которые сами добавляли краску на сукно, а для сокращения времени устраивали подвижные обрезы, двигавшиеся по особым рейкам поверх набиваемой ткани. Перегородками делили шасси на части, имея в каждом отделении особую краску, чтобы одновременно набивать несколькими тонами. Подобное устройство шасси было удобно для печатания широких полосатых тканей.
Столы, на которых происходит набивание, обычно делаются длиною в несколько аршин, из твердого дерева, очень устойчивые и массивные (в некоторых богатых набивных встречались иногда на столах мраморные доски). В толщине доски стола, с боков, делаются небольшие выемки, в которых вбиты крючки острием вниз. За них зацепляется толстое сукно, покрывающее стол в несколько рядов. Сукно это играет роль мягкой подстилки, к которой плотнее прилегает форма при набивке. Поверх сукна натягивают какую-нибудь материю, вроде миткаля, на которую уже кладется набиваемая ткань. Края ее прикалываются булавками, чтобы не было морщин. При набивании платков с очень мелким и сложным рисунком ткань, предназначенную для набивки, наклеивают крахмалом на небольшой стол, покрытый клеенкой, и так печатают. Готовый платок сдирают с клеенки и вешают на крючках для просушки. Набиваемая ткань кладется пачкой в конце стола на лавке или же на полу и, по мере надобности, натягивается на стол. Для удобства делают в конце стола ролик, на который и накатывают ткань.
Самая набойка или набивка производится так. Подручный мальчик берет щеткой из горшка краску и равномерно разравнивает ее по сукну, лежащему в рамке (шасси). Набойщик набирает краску на форму, прижимая последнюю к сукну в разных направлениях, затем переносит форму на ткань, ставит по иголкам на определенное место, равномерно опускает на материю и ударяет по ней рукой или молотком, чтобы краска лучше перешла на ткань. Затем краска вновь набирается на форму, и набивка идет, постепенно заполняя рисунком наколотую на столе материю. Отпечатанный «стол» откалывают от подстилки и подвешивают под потолок, на особо устроенные жерди, которые называются «вешала». Чтобы напечатанная краска засыхала, не подтекая, в мастерской поддерживается постоянно довольно высокая температура.
На этом, собственно, и оканчивается процесс набивки. И в старину, когда набивали масляной краской, ткань, высохнув, шла в употребление. Позднее, когда масляные краски заменились другими, разведенными на клеящих веществах, приходилось подвергать набитую краской материю целому ряду операций, сводившихся к закреплению набитого рисунка на ткани. Набитые материи стали заваривать в особых помещениях, называвшихся «заварками». Здания «заварок» помещались обычно на берегах рек, и с их существованием было неразрывно связано устройство «мытилок», на которых смывался в реке заваренный уже товар.